4.11. Konturfräsen Außenkante
Als nächsten Schritt wollen wir die Operation Konturfräsen der Außenkante der Tasse erstellen.
Klicken Sie zur Erzeugung einer neuen Operation auf Create Operation![]() in der Manufacturing Toolbar.
in der Manufacturing Toolbar.
Im Fenster Create Operation wählen Sie diesmal unter Typ den Eintrag mill_contour.
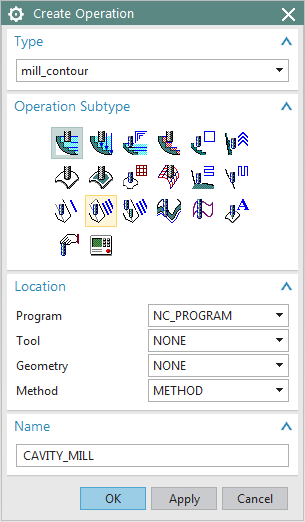
Unter Operation Subtype wählen Sie das Icon CAVITY_MILL![]() in der linken, oberen Ecke (Abbildung "Cavity Mill").
in der linken, oberen Ecke (Abbildung "Cavity Mill").
Die Positionsparameter stellen Sie wie bei der vorherigen Operation ein, geben Sie also folgende Paramter ein:
| Reference | Settings |
| Programm | PROGRAM |
| Tool | NONE |
| Geometry | NONE |
| Method | METHOD |
Bestätigen Sie diese Eingaben mit OK. Nun öffnet sich das Fenster Cavity Mill, hier werden alle weiteren Eingaben gemacht.
Geometrie- und Werkzeugeinstellungen
Unter Geometry wählen Sie hier die Tasse (Workpiece). Die Operation Cavity Mill wird mit dem Werkzeug T2 durchgefüht. Unter Tool-Axis wählen Sie auch hier die positive Z-Achse (+ZM-Axis).
Als Schnittfläche geben sie folgende an:
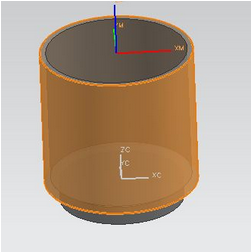
Abbildung: Außenfläche
Wegeinstellungen
Im noch geöffneten Fenster Cavity Mill erweitern Sie den Abschnitt Path Settings.
Im Drop-Down Menü Cut Pattern wählen Sie den Eintrag Profile und geben Sie unter Stepover den Eintrag % Tool Flat.
Geben Sie daraufhin die folgenden Werte in die restlichen Eingabefelder ein:
| Reference | Value |
| Percent of Flat Diameter | 50.00 |
| Additional Passes | 0 |
| Maximum Distance | 12.00 |
Für Maximum Distance wählen Sie [mm].
Schnittebenen definieren
Klicken Sie nun auf das Icon Cut Levels ![]() . Es öffnet sich das gleichnamige Menü Cut Levels. Über Common Depth per Cut und Depth per Cut wird der Bereich lokalisiert, an dem bzw. bis zu dem Material abgetragen werden soll. Bei der Tasse ist dies von der Zylinderoberfläche bis zum Zylinderboden. Der Knauf sollte nicht mehr in diesem Bereich liegen.
. Es öffnet sich das gleichnamige Menü Cut Levels. Über Common Depth per Cut und Depth per Cut wird der Bereich lokalisiert, an dem bzw. bis zu dem Material abgetragen werden soll. Bei der Tasse ist dies von der Zylinderoberfläche bis zum Zylinderboden. Der Knauf sollte nicht mehr in diesem Bereich liegen.
Falls die automatische Generierung nicht zu dem gewünschten Ergebnis führt, können Sie über den Range Type Single  manuelle Änderungen vornehmen.
manuelle Änderungen vornehmen.
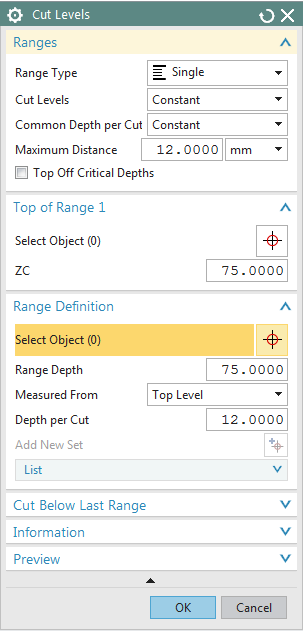
Abbildung: Cut Levels
Bearbeitungsparameter
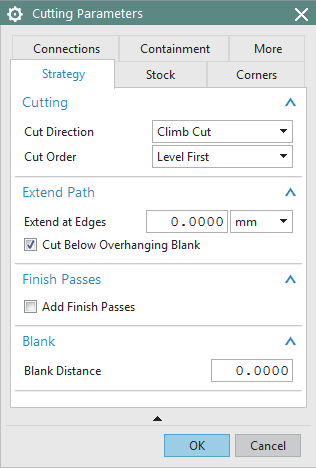
Im darauffolgenden Schritt möchten wir nun die Schnitt-Werte unseres Fertigungsprozesses einstellen, dies erfolgt über den Button Cutting Parameters ![]() .
.
Nachdem Sie nun das Menü geöffnet haben, erscheint das Fenster Cutting Parameters (Abbildung "Cutting Parameters"). In dem Feld Cutting verändern Sie jetzt die Cut Order und setzen diese im danebenstehenden Dropdown-Menü auf Depth first.
Wechseln Sie nun zur Registerkarte Stock (Abbildung "Stock").
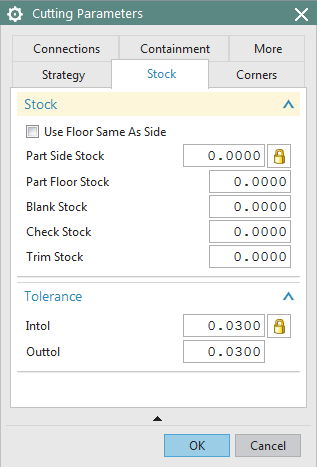
Nachdem Sie zum Blatt Stock gewechselt haben, machen Sie das Häkchen vor Use Floor same as side weg und setzen Sie dann das Part Side Stock auf den Wert 0.0.
Es ist üblich, bei der Schrupp-Operation ein Aufmaß von 0,5 mm auf dem Bauteil zu lassen, um in den nachfolgenden Operationen (Semi-Finishing und Finishing bzw. zu dt. Schlichten) noch Spielraum für die Feinbearbeitung zu gewährleisten. In unserem Fall ist die Schrupp- & Schlicht-Operation aber zusammengefasst.
Nachdem Sie dies abgeschlossen haben, wechseln Sie zur Registerkarte Containment (Abbildung "Containment")
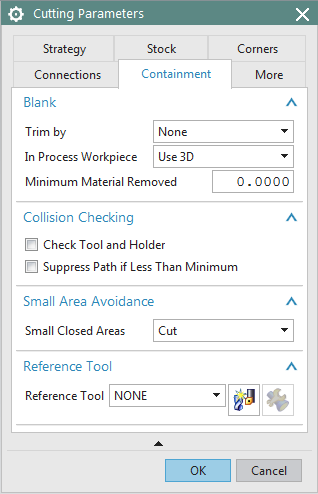
In dieser Registerkarte ändern Sie unter In Process Workpiece in use 3D um.
Um das Verändern der Schnittwerte abzuschließen, bestätigen Sie mit OK.
Freifahrtbewegungen
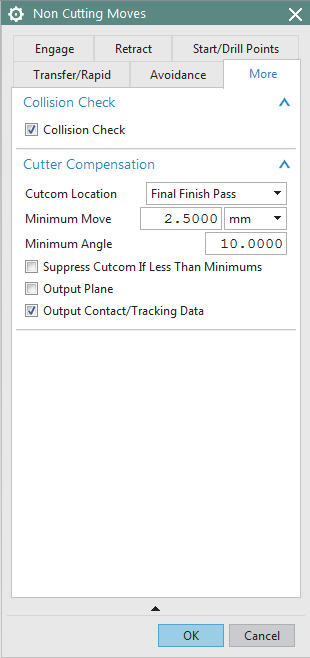
Bei der Operation Cavity Mill greift die Seitenschneide des Werkzeugs am Werkstück an. Aufgrund der Reibung nimmt der Werkzeugdurchmsesser mit der Angriffzeit ab. Um trotzdem eine gleichbleibende Dicke des abzutragenden Materials sicher zu stellen, muss eine Werkzeugkompensation vorgenommen werden. Klicken Sie hierzu auf ![]() , gehen Sie auf die Registerkarte More und passen Sie die Werte entsprechend rechtsstehender Abbildung an (Abbildung "Non Cutting Moves").
, gehen Sie auf die Registerkarte More und passen Sie die Werte entsprechend rechtsstehender Abbildung an (Abbildung "Non Cutting Moves").
Vorschübe und Drehzahlen
Als nächsten Schritt ändern Sie unter Feeds and Speeds ![]() den Vorschub- und Schnittgeschwindigkeitswert entsprechend den zuvor ermittelten Geschwindigkeitswerten.
den Vorschub- und Schnittgeschwindigkeitswert entsprechend den zuvor ermittelten Geschwindigkeitswerten.
Maschinensteurung
Ähnlich wie bei der Operation Floor and Walls, müssen auch bei der Operation Mill Contour dem NC-Code weitere Maschinenbefehle hinzugefügt werden. Erweitern Sie hierzu den Abschnitt Machine control und klicken Sie bei Start Of Path Events auf Edit ![]() . Im Fenster User Defined Events fügen Sie folgende Befehle hinzu:
. Im Fenster User Defined Events fügen Sie folgende Befehle hinzu:
- Cutter Compensation
- Coolant On
- Dwell
Denken Sie daran, die Kühlung wieder auszuschalten.
Werkzeugweggenerieren und Visualisierung
Nachdem wir nun alle Einstellung der Operation Konturfräsen vorgenommen haben, kann der Werkzeugweg generiert werden. Klicken Sie hierzu auf Generate ![]() .
.
Nun sollte folgender Weg erzeugt worden sein:
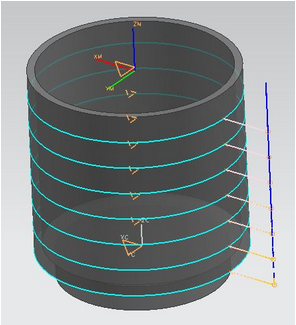
Abbildung: Konturfräsen Außen
Um das Resultat des Prozesses zu begutachten, klicken Sie auf den Button Show 3D IPW![]() .
.
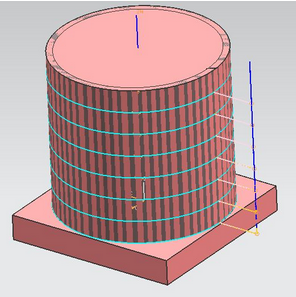
Abbildung: IPW