6.2.4. Übung Post Builder
In dieser Übung erstellen Sie mit Hilfe des Post Builders (PB) einen Postprozessor (PP) für eine 3-Achs-Fräsmaschine. Der Schwerpunkt der Übung liegt im Kennenlernen des Post Builders, mit dessen Hilfe Postprozessoren erstellt und verändert werden. Zunächst wird daher ein Überblick über die Aufgaben, die Oberfläche und die Funktionen des Post Builders gegeben.
Die anschließende Übung gliedert sich in die folgenden Unterpunkte:
A Öffnen des PB und Erstellen des PP mit wichtigen Grundeinstellungen
B Einfügen von Kommentaren in den NC-Code über den PP
C Einfügen von Maschinenbefehlen
Aufgaben des Postprozessors und Bedeutung im CAM-Prozess
Die zwei zentralen Aufgaben des Postprozessors sind
- die Anpassung der CL Data an den NC-Code um die Ausgabe der richtigen Informationen zum richtigen Zeitpunkt zu gewährleisten und
- mathematische Transformationsrechnungen (Kinematik) zur Umrechnung von maschinenunabhängiger CL-Data in maschinenspezifischen Code durchzuführen.
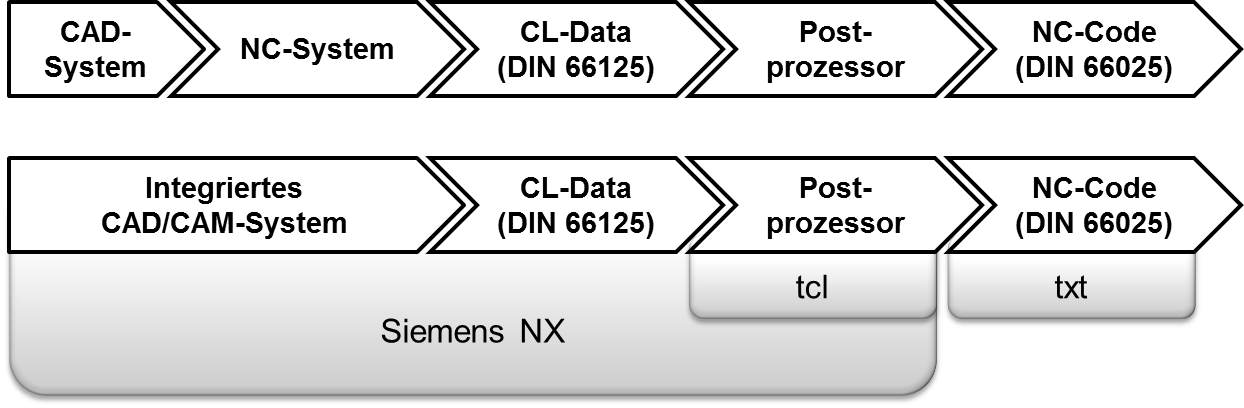
Abbildung: Postprozessor im CAM-Prozess
Um einen Postprozessor zu erstellen und zu bearbeiten wird eine entpsrechende Post Builder-Software genutzt.
Die Basisaufgaben des Post Builders sind:
- Ausgabe-/Parameter definieren und formatieren (Abbildung "G-Code Belegung")
- Koordination der Postprozessorabläufe (Abbildung "sequenzielle Prozesse")
Informationen zu den Grundeinstellungen
Beim Erstellen eines neuen Postprozessors im Post Builder öffnet sich das Fenster mit den Grundeinstellungen für den PP (Abbildung "Einstellungen neuer Postprozessor").
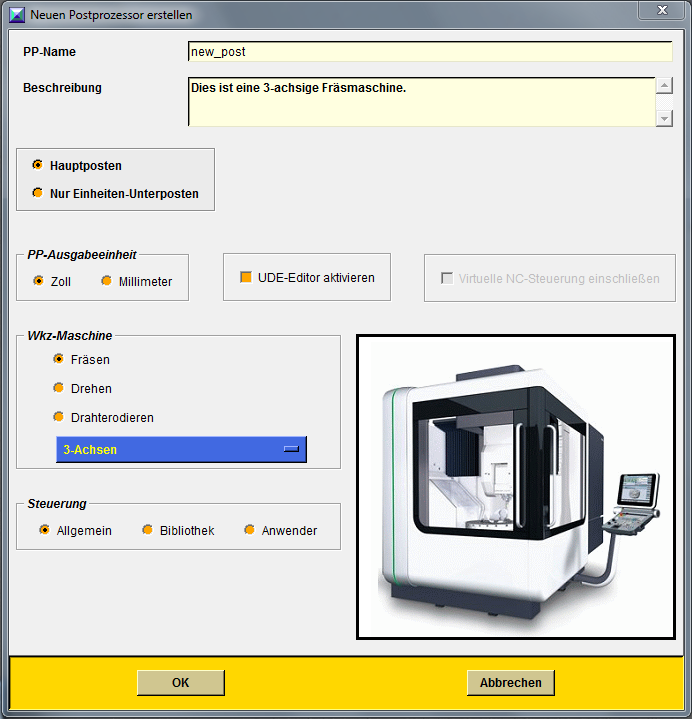
Hier kann der Name des PP eingegeben sowie die folgenden Einstellungen angepasst werden:
PP-Ausgabeeinheit: Hier wird die Einheit in Millimetern oder Zoll festgelegt. Diese Einstellung kann später nicht mehr verändert werden.
UDE-Editor aktivieren: Durch das Aktivieren des UDE Editors können die User Defined Events bearbeitet werden.
Unter Wkz-Maschine kann zwischen dem Maschinentyp Fräsen, Drehen und Drahterodieren und verschiedenen Kinematiken gewählt werden.
Unter Steuerung kann ausgewählt werden zwischen:
- Allgemein (DIN/ISO-basierte PPs)
- Bibliothek (PPs aus der NX-Bibliothek)
- Anwender (selbst erstellte PPs)
Bearbeitungsmenü
Wird ein neuer Postprozessor erstellt, öffnet sich anschließend das Bearbeitungsmenü. Hier können unter den Reitern
- Wkz-Maschine
- Programm & Werkzeugweg
- NC-Datadefinitionen
- Ausgabeeinstellungen und
- Virtuelle NC-Steuerung
Einstellungen am PP vorgenommen werden.
Im Hauptregister Wkz-Maschine werden
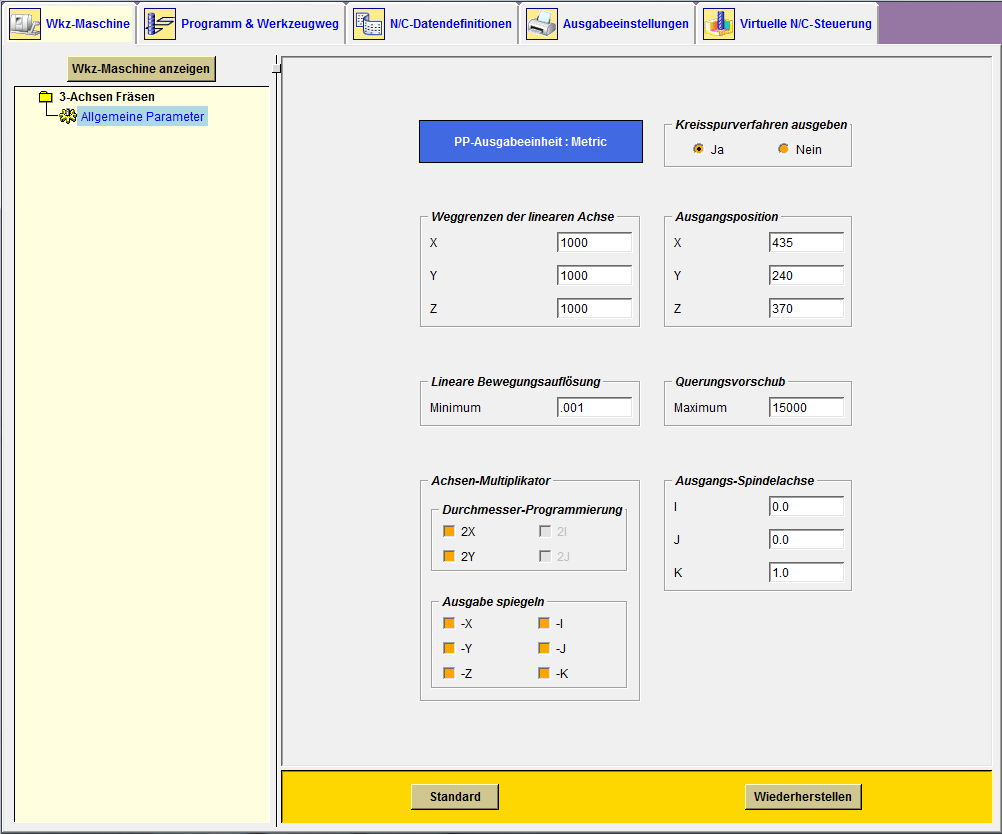
- die Verfahrwege und deren Begrenzungen,
- die Home Position/ die Ausgangsposition,
- die Verfahrgenauigkeit als lineare Bewegungsauflösung,
- die maximale Vorschubgeschwindigkeit und
- die Achsen
eingestellt. (Abbildung "Wkz-Maschine")
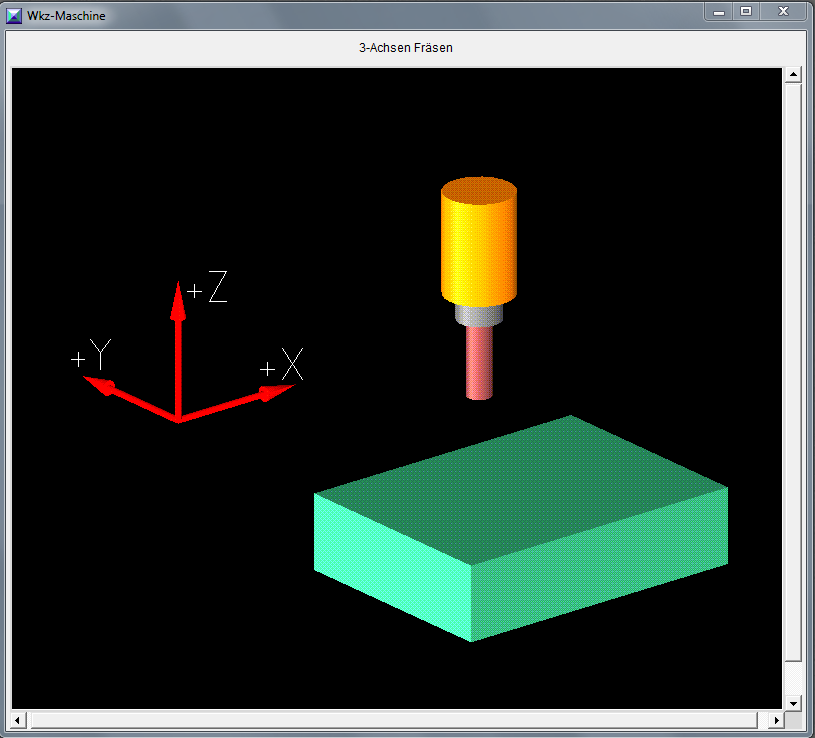
Ebenso kann hier über Wkz-Maschine anzeigen die Kinematik der Werkzeugmaschine als Grafik dargestellt werden. (Abbildung "Grafische Darstellung Wkz-Maschine")
Das Hauptregister Programm & Werkzeugweg enthält die Nebenregister Programm, G-Codes, M-Codes, Wortzusammenfassung, Wortsequenzen,
Anwenderdefinierte Befehle, Verknüpfte Posten und Makro. (Abbildung "Programm und Werkzeugweg").
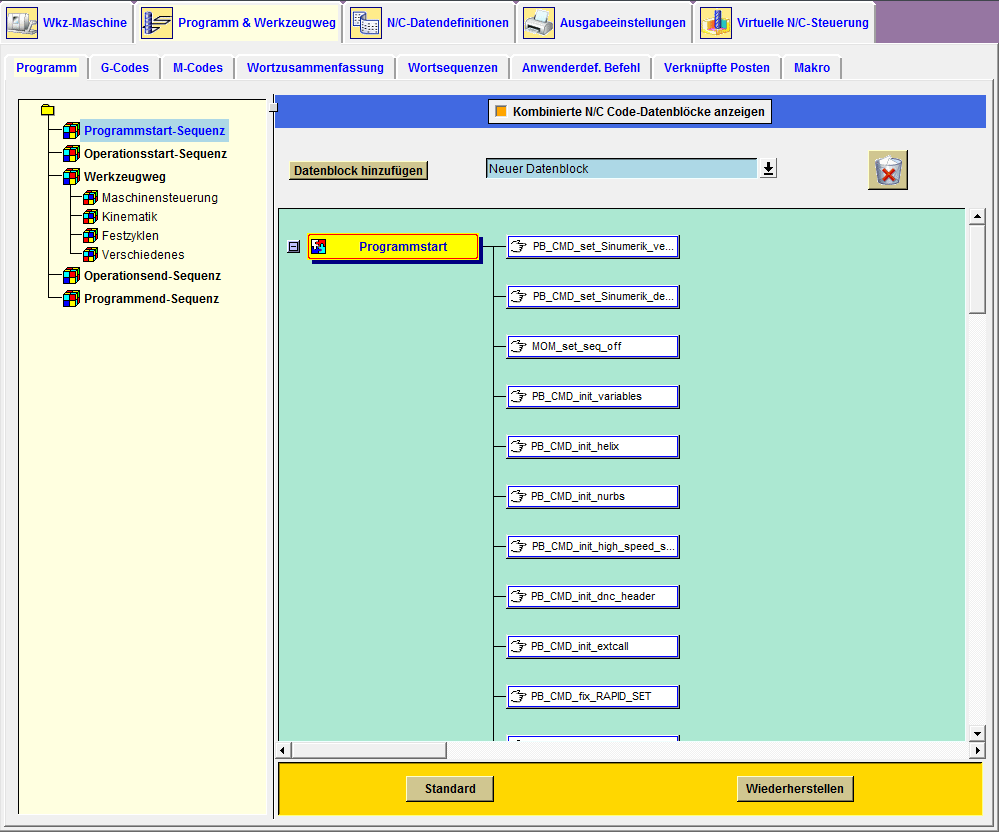
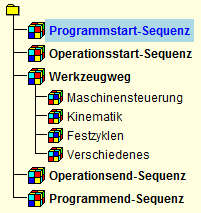
Unter Programm wird ein Strukturbaum der Sequenzen mit Events, Prozeduren, Code, Variablen, usw. angezeigt.
Die Bearbeitung dieser Struktur ist eine Kernfunktion des Postbuilders.
In den Strukturbaum können Sie neue Datenblöcke einfügen, indem Sie im Drop-Down Menü den gewünschten Block-Typ auswählen, anschließend auf Datenblock hinzufügen klicken und die Maustaste gedrückt halten während Sie den erstellten Datenblock an die gewünschte Stelle in der Sequenz verschieben. (Abbildung "Neuen Block hinzufügen")
Hinweis: Die Position des einzufügenden Blocks erkennen Sie an einem kleinen weißen Balken ober- bzw. unterhalb des entsprechenden Blocks in der Sequenz.
(Abbildung "Hinweis Position")
Im Hauptregister NC-Datendefintionen befinden sich die Nebenregister Block, Wort, Format und Weitere Datenelemente. (Abbildung "NC-Datendefinition")
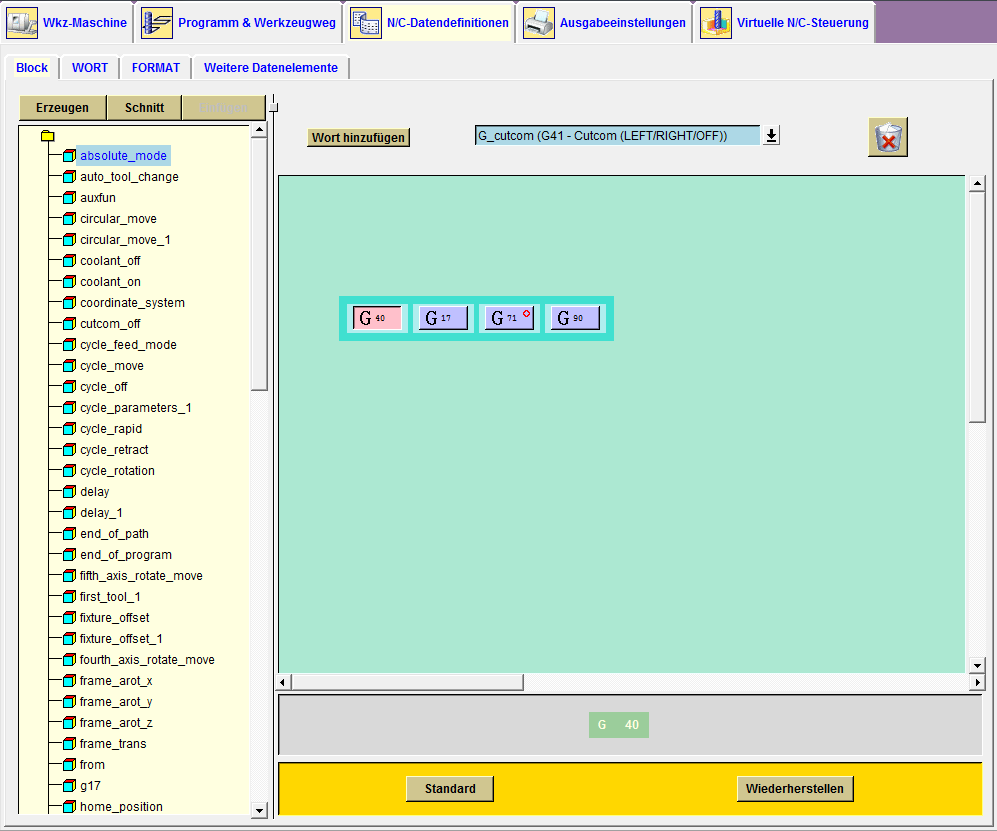
Unter Weitere Datenelemente können z.B. die Inkremente für die Sequenznummern eingestellt werden.
Das Hauptregister Ausgabeeinstellungen enthält die Nebenregister Auflistungsdatei, Weitere Optionen und Vorschau der PP-Dateien. (Abbildung "Ausgabeeinstellungen")
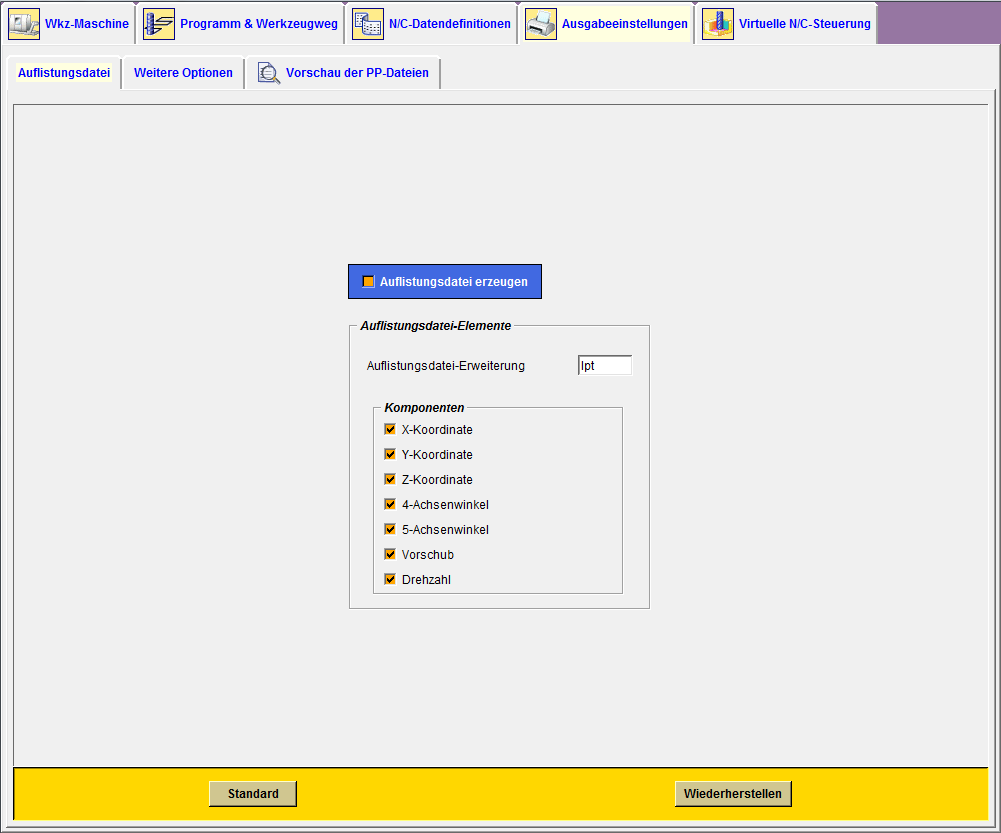
Hier kann z.B. ausgewählt werden, welche Komponenten ausgeben werden sollen.
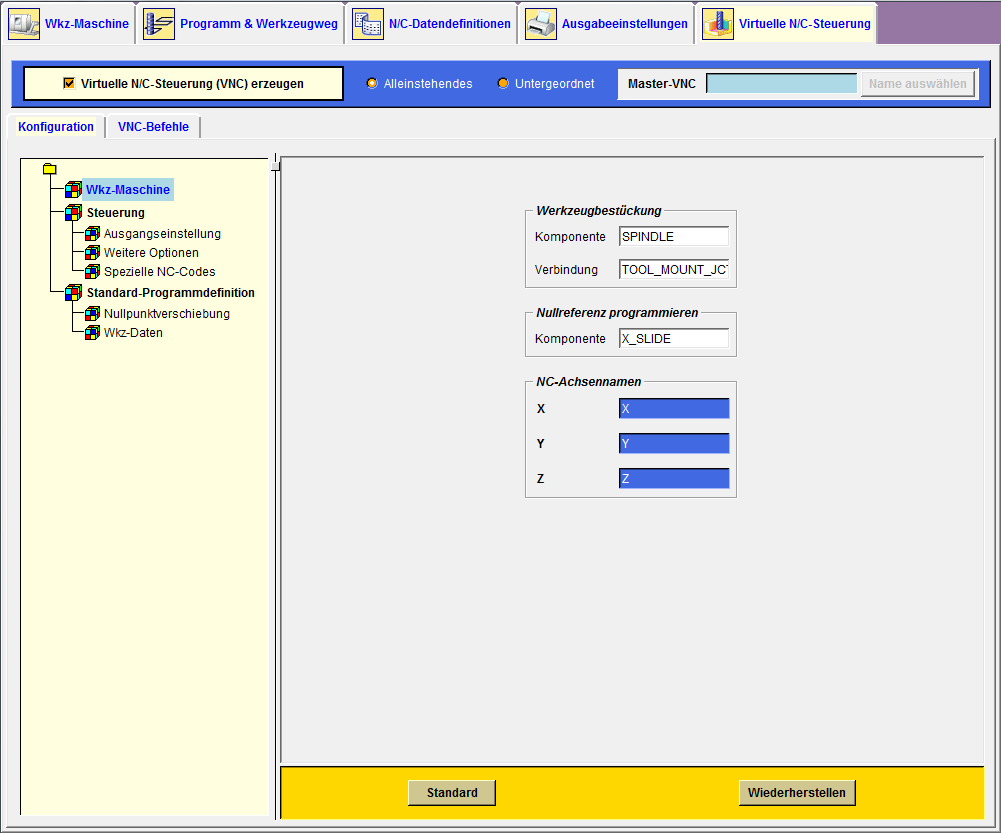
Im letzten Hauptregister Virtuelle NC-Steuerung können Angaben für die Kinematiksimulation der Maschine gemacht werden. (Abbildung "Virtuelle NC-Steuerung")
WICHTIG FÜR DIE ABGABE
Benennen Sie Ihren Postprozessor mit PP_3_Axis_IhrLogin und speichern Sie ihn in einem Ordner mit dem Titel PP_3_Axis_IhrLogin in Ihrem Abgabeordner. Er muss am Ende die Dateientypen .def, .tcl, .pui und .cdl enthalten.
A - Öffnen des PB und Erstellen des PP mit wichtigen Grundeinstellungen
Öffnen Sie den Post Builder über das Windows-Startmenü unter NX9.0 - Fertigung - Post Builder. Nach dem Start öffnet sich das Bedienfenster. In der gelb-schwarzen Zeile werden Informationen zu den durchführbaren Aktionen gezeigt.
Sie können unter Options -> Language die Sprache der Menuführung einstellen.

Abbildung: NX Post Builder
Erstellen Sie auf Basis des Postprozessors der EMCO einen neuen Postprozessor mit der Bezeichnung PP_3_Axis_IhrLogin und den folgenden Einstellungen:
- Wählen Sie als Steuerung den bestehenden PP der EMCO (EMCO_CONCEPT_MILL_250_V02_mm) unter Anwender aus.
- Stellen Sie die PP-Ausgabeeinheit auf Millimeter.
- Aktivieren Sie den UDE-Editor.
- Aktivieren Sie ebenfalls Virtuelle NC-Steuerung einschließen.
Durch Bestätigen mit OK wird der Postprozessor erstellt.
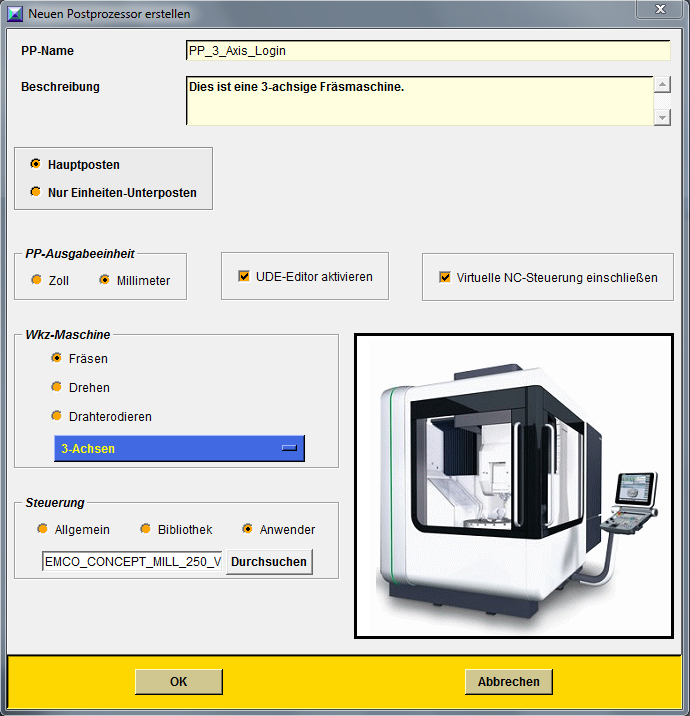
Abbildung: Neuen Postprozessor erstellen
Ändern Sie nun im Bearbeitungsmenü des Post Builders folgende Einstellungen:
- Passen Sie die Weggrenzen der linearen Achsen wie folgt an:
X 350
Y 250
Z 300
- Ändern Sie den Querungsvorschub auf 10 000.
-
Stellen Sie die Home Position bzw. Ausgangsposition in Ihrem Postprozessor auf X10 Y20 und Z400.
Speichern Sie anschließend Ihren PP in einem Ordner mit dem Namen des PPs ab und öffnen Sie diesen Ordner anschließend über den Windows-Explorer.
Wie Sie feststellen werden, erstellt der Post Builder für den Postprozessor folgende vier Dateitypen:
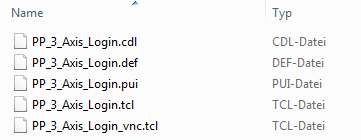
Abbildung: Postprozessor-Dateien
DEF-Datei - Enthält alle Definitionen für u.a. Datei- und Satzformate
PUI-Datei - Wird vom Post Builder benötigt um den PP bearbeiten zu können
TCL-Datei - Ist der Kern des PP mit allen Prozeduren und Funktionen
CDL-Datei - Enthält Informationen zu den UDEs
Die TCL- und die DEF-Datei sind notwendig, um einen Post unter NX CAM zu generieren.
Alle Dateien können manuell mit einem Editor bearbeitet werden; in der Regel können sie danach aber nicht mehr im Post Builder geöffnet werden.
B - Einfügen von Kommentaren in den NC-Code über den PP
In diesem Übungsteil lernen Sie, wie Sie neue Blöcke in die Programmsequenz einfügen um damit einen Kommentar an einer bestimmten Stelle des NC-Codes auszugeben.
Dazu gehen Sie wie folgt vor:
Öffnen Sie Ihren PP und wählen Sie den Reiter Programm im Hauptregister Programm & Werkzeugweg.
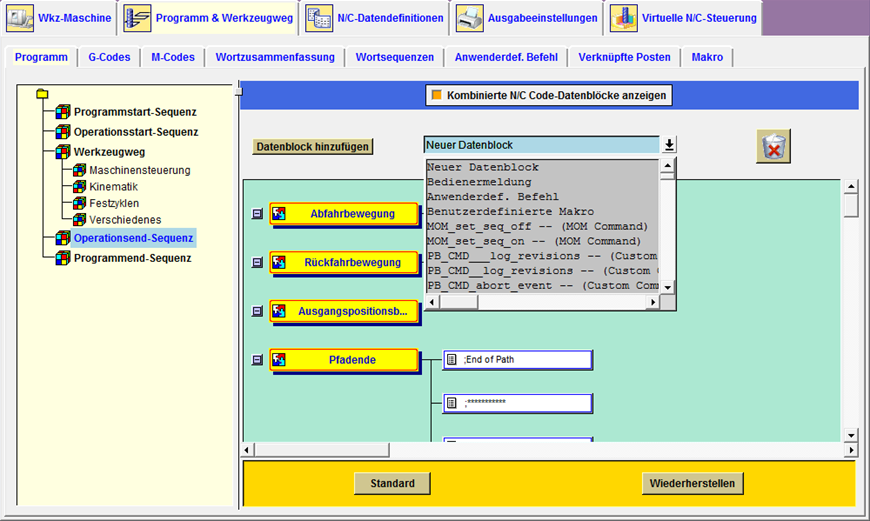
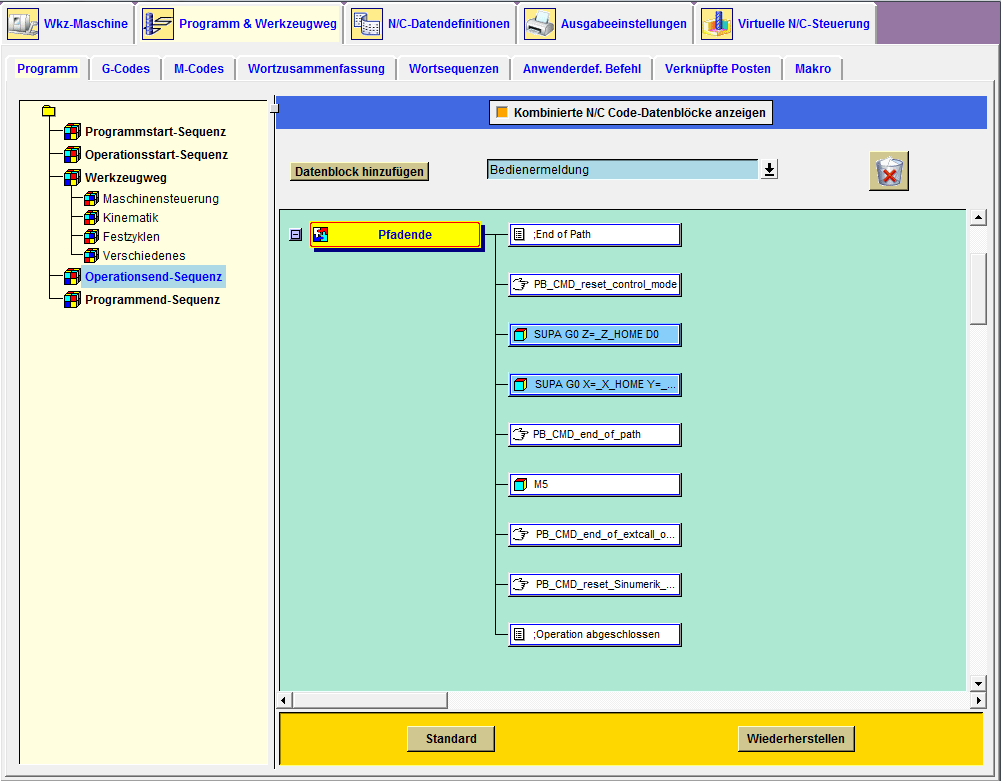
Wechseln Sie in den Strukturbaum zu Operationsend-Sequenz und gehen Sie dort zur letzten Prozedur des Events Pfadende.
Im Dropdown-Menü wählen Sie nun Bedienermeldung, klicken dann auf Datenblock hinzufügen und setzen den Block als letzte Prozedur in das Event Pfadende, indem Sie mit gedrückter Maustaste den Block verschieben.
Benennen Sie den Bedienerhinweis mit "Operation abgeschlossen". (Abbildung "Kommentar einfügen")
C - Einfügen von Maschinenbefehlen
In den ersten beiden Übungsteilen haben Sie einen Postprozessor angepasst und eigene Datenblöcke mit Kommentaren eingefügt. Nun sollen Sie in diesem Übungsteil die Kühlung vor jeder Operation anschalten und nach jeder Operation abschalten. Im NC-Code soll dies auch kommentiert werden.
Orientieren Sie sich an Übung B - Einfügen von Kommentaren.
Gehen Sie iterativ vor und nutzen Sie die Möglichkeit, Ihre Änderungen über die Ausgabe des NC-Codes im Hauptregister Ausgabeeinstellungen zu überprüfen.
Machen Sie die vorgenommenen Änderungen im späteren NC-Code durch Kommentarblöcke wie "**************" oder "=============" deutlich sichtbar!
Speichern Sie anschließend Ihren geänderten PP erneut ab.
Nun können Sie sich in NX den NC-Code D40_NC_Seite2_IhrLogin.mpf aus Übung 5 erneut ausgeben lassen, wählen Sie dafür jetzt den von Ihnen geänderten PP aus. Sie sollten anschließend den Code, der als Grundlage für die Fertigung des Zylinderbodens dient, auf die geänderten PP-Einstellungen nochmals überprüfen.