4.5.2. Vorgehensweise
Bevor wir die Geschwindigkeitsparameter ermitteln können, müssen wir zunächst die für uns wichtigen Informationen aus der Aufgabenstellung herausarbeiten.
Bei jeder Bearbeitung sollte man sich vorerst folgende Fragen stellen:
-
Welches Material liegt vor (Vergütungsstahl, Baustahl usw. Zugfestigkeit Rm, Härte HB)?
-
Ist der Fräser beschichtet oder unbeschichtet?
-
Welcher Fräser steht mir zur Verfügung (Fräsertyp, Durchmesser d des Fräsers)?
Anhand dieser Leitfragen können wir die Informationen des Aufgabentextes auswerten:
Bei dem vorliegenden Material handelt es sich um einen legierten Vergütungsstahl (1), der eine Zugfestigkeit von Rm = 750 N/mm² (2) und eine Härte HB von 230 (3) besitzt. Das Werkzeug T2 soll als Schaftfräser angenommen werden und alle Werkzeuge sind beschichtet. An dem beschichteten Schaftfräser T4 wird die Vorgehensweise erklärt.
Wir haben nun alle notwendigen Daten herausgearbeitet und können uns der Ermittlung der Bearbeitungsparameter widmen. Dazu schauen wir in das Tabellenbuch Metall.
Zunächst beginnen wir mit der Information (1). Sie gibt an, aus welchem Material unser Bauteil bestehen soll.
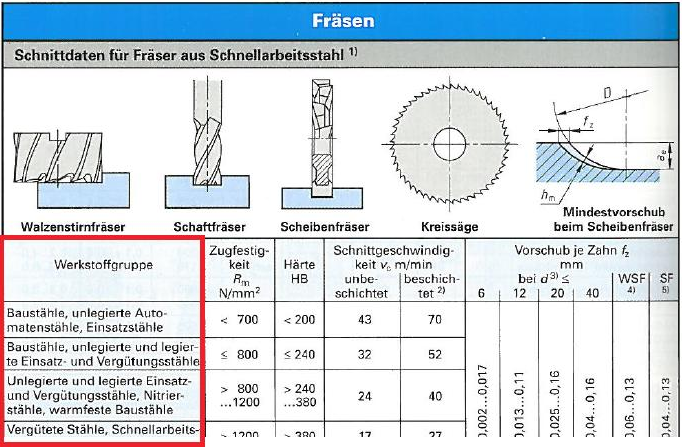
Abbildung: Tabellenbuch Metall, Information 1
In der obenstehenden Abbildung ist auf der linken Seite die Spalte, in der wir nach der Werkstoffgruppe suchen können, dargestellt. In unserem Fall handelt es sich um legierten Vergütungsstahl, was bedeutet, dass wir die Zeilen 2, 3 oder 4 zur Auswahl haben. Allerdings haben wir noch nicht die Zugfestigkeit und die Härte (Information (2) und (3)) unseres Materials betrachtet. Dies soll im nächsten Schritt geschehen.
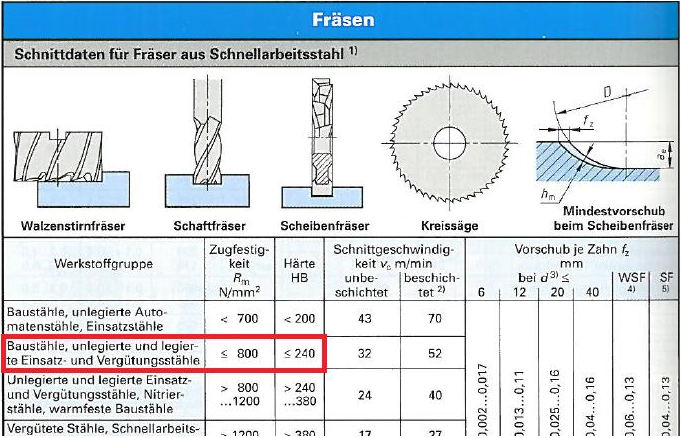
Abbildung: Tabellenbuch Metall, Information 2 und 3
In den nächsten beiden Spalten sind die Zugfestigkeit Rm und die Härte HB aufgetragen. Unser Material weist eine Zugfestigkeit von Rm = 750 N/mm2 und eine Härte HB von 230 auf. Das bedeutet, dass wir in der Zeile 2 weiter suchen müssen.
Im nächsten Schritt können wir bereits die Schnittgeschwindigkeit vc bestimmen, doch zunächst müssen wir noch Aussagen über die Oberflächenbeschaffenheit unseres Fräsers treffen.
In den nächsten Spalten wird zwischen beschichtetem und unbeschichtetem Fräser unterschieden. Da unser Fräser beschichtet ist, müssen wir die Schnittgeschwindigkeit aus Spalte 5 wählen. Damit haben wir unsere Schnittgeschwindigkeit bestimmt, vc = 52 m/min
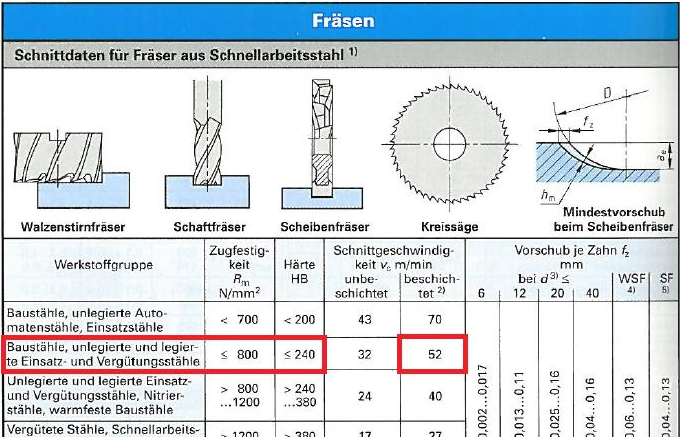
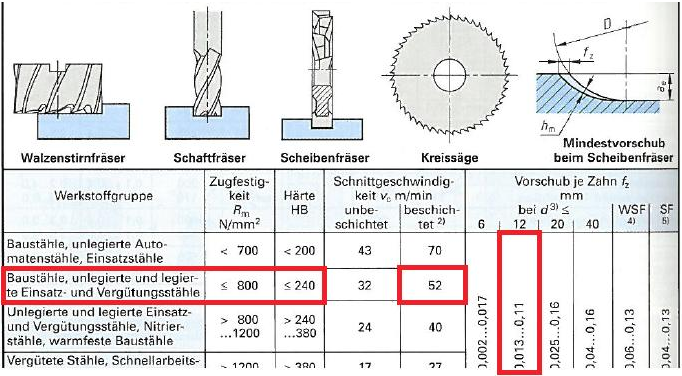
Abbildung: Tabellenbuch Metall, Information 4
Im letzten Schritt wollen wir den Vorschub je Zahn fz auswählen. Dazu benötigen wir weitere Informationen über unseren Fräser, der bei der Bearbeitung verwendet werden soll. Der Schaftfräser hat einen Durchmesser von d = 7mm (Information (5)), daher müssen Sie den Zahnvorschub aus Spalte 7 wählen. Somit haben wir auch den Vorschub je Zahn bestimmen können, fz = 0,013… 0,11mm.
Anhand dieses Beispiels haben Sie nun das wesentliche Vorgehen bei der Erarbeitung der Schnittparameter kennengelernt und können dieses auf weitere Praxisbeispiele anwenden.
Für weitere Informationen bezüglich des Fräsens wird auf das Tabellenbuch Metall verwiesen.